Описание
Вытяжка (emboss) - движение части листа вверх или вниз относительно общей плоскости. При этом материал течет и вытягивается для получения желаемой формы. Получение качественной вытяжки зависит от комбинации свойств материала и получаемой формы.
Применение
Вытяжки обычно используются на листовом металле и сильно различаются по назначению и функциям. Вытяжка может применяться для создания эстетически привлекательных поверхностей архитектурных панелей из листового металла. Так же вытяжки часто используются в качестве монтажных площадок и опор на электрических шкафах, а также в качестве поддона для сбора конденсата внутри холодильных агрегатов.
Комбинация свойств материала и пропорций формовки может привести к тому, что плоская верхняя часть тиснения приобретет арочную форму после его формования. Если выпуклая форма тиснения неприемлема, предварительная пробивка отверстия в верхней плоскости снимет большую часть напряжения, вызывающего искривление материала.
Процесс
В процессе формовки материал изгибается вокруг инструмента, сжимая внутреннюю поверхность и растягивая внешнюю поверхность в тех местах, где материал меняет направление. По мере того, как материал течет над инструментом и вокруг него, материал также вытягивается в заданную инструментом форму. Количество и пластичность материала могут влиять на гладкость окружающего листа. В процессе, материал, который находится внутри формовочного инструмента, растягивается и утончается, что создает напряжения в листе, которые могут превышать прочность материала, что приводит к разрушению. Чаще всего разрушение происходит в местах изменения направления. Отсюда следует, что более толстый материал с высокой пластичностью будет больше растягиваться до разрушения, чем тонкий материал с низкой пластичностью.
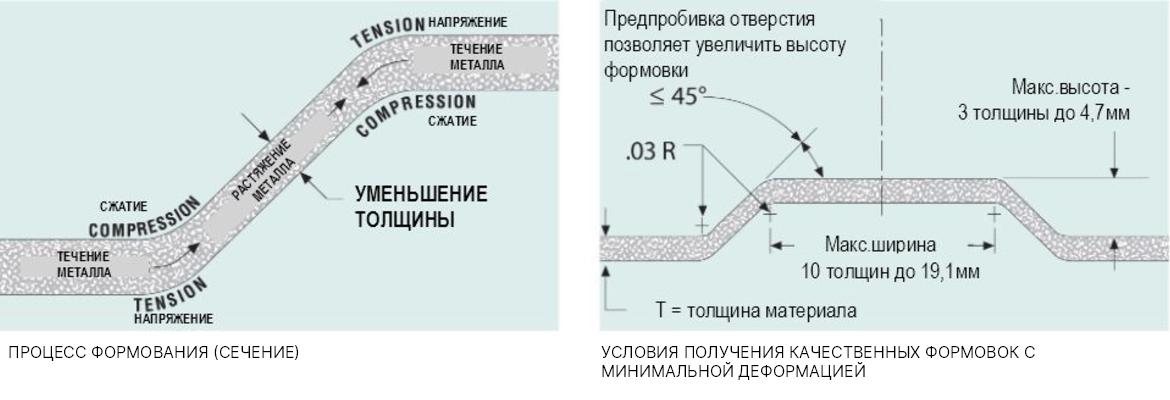
Особенности формы также влияют на успех процесса. Формовки с малыми углами и большими радиусами будут работать лучше, чем формовки с крутыми углами и малыми радиусами. На примере выше приведены условия для получения качественных формовок. Увеличение отношения высоты формы к толщине материала, увеличение крутизны угла и / или уменьшение радиусов формы - увеличивают напряжения в формованном материале. Предварительная пробивка отверстия в области тиснения может уменьшить напряжения формования, поскольку это позволяет материалу в центре вытягиваться наружу. Результатом является увеличение размера предварительно пробитого отверстия в результате втягивания материала в форму.
Итоги
Успешные формовки являются результатом удачного сочетания материала и форм. Формовки обычно требуют меньшего усилия, чем пробивка отверстия того же размера. Если возникают проблемы с разрывом листа или короблением окружающего листа, улучшенные результаты будут достигнуты за счет:
Уменьшение угла формыУменьшение высоты формы
Увеличение радиусов формы
Предварительная пробивка отверстия в центре формы
Использование более пластичного материала
Использование формовочной смазки на листе
РЕКОМЕНДАЦИИ ПО ФОРМОВКЕ
Работа с металлом
Плавный угол и большие радиусы работают лучше всего. Когда требуются дополнительные высота и угол или меньший радиус, металл принимает на себя дополнительное напряжение. Верхняя плоскость, по крайней мере, в пять раз превышающая толщину металла, помогает предохранять противоположные стенки формовки от напряжения. Высокой формовке может потребоваться отверстие в верхней части формовки. Для глубокой формы может потребоваться полированный металл и формовочная смазка, чтобы обеспечить снятие. Возможно, потребуется сделать острый угол поперек волокон листа, чтобы избежать растрескивания. Если требуется несколько формовок, разместите их не менее 0,500 (12,7мм) друг от друга для зазора инструмента и распределения напряжений.
Размеры формовки
Для изготовления формовки требуется несколько размеров. Обычная круглая формовка имеет диаметр, высоту, угол боковой стенки и радиусы изгиба боковой стенки. Диаметр измеряется внутри верхней плоскости между радиусами изгиба. Для форм, отличных от круглой, укажите длину, ширину и любые задействованные радиусы. Высота измеряется от верхней поверхности листа до вершины верхней плоскости. При соответствующем угле и высоте боковой стенки формы быть любого размера с ограничением по размеру станции.
Усилие формования
Как правило, формовка требует меньшего усилия, чем пробивка отверстия того же размера. Смазка поможет металлу течь по поверхности инструмента при формировании, чтобы уменьшить необходимое усилие пресса и обеспечить высокое качество.
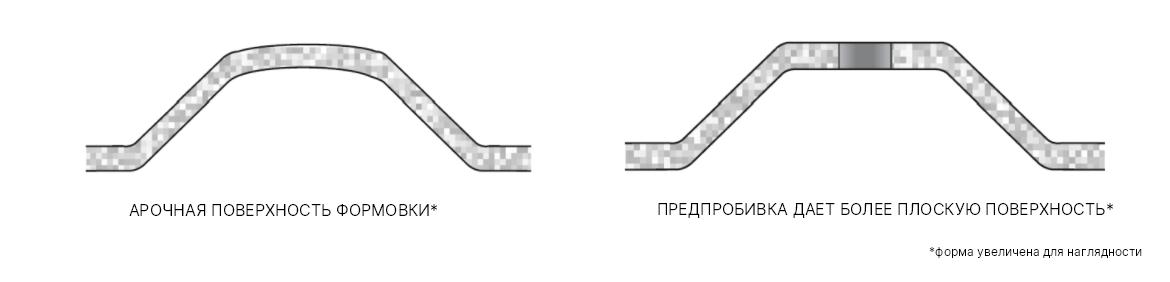
Устранение арочности повехности
Комбинация свойств материала и пропорций формовки может привести к тому, что плоская верхняя часть тиснения приобретет арочную форму после его формования. Если выпуклая форма тиснения неприемлема, предварительная пробивка отверстия в верхней плоскости снимет большую часть напряжения, вызывающего искривление материала. Форма останется более плоской сверху.
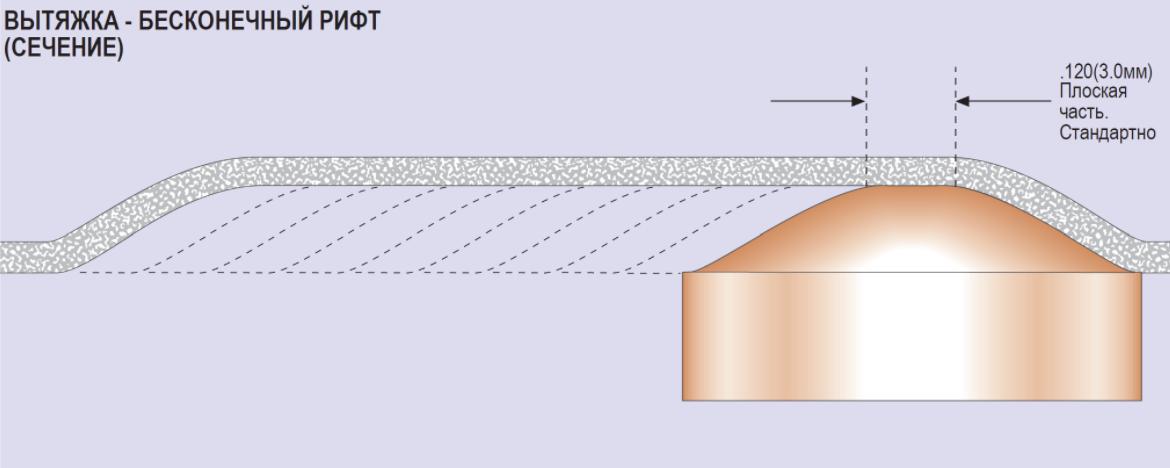
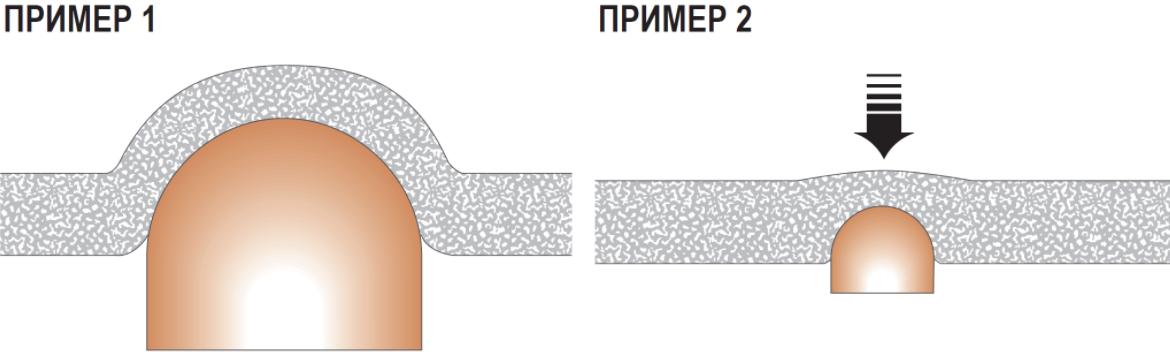
Для получения качественного бесконечного рифта радиус нижней вставки должен быть как минимум в 2 раза больше толщины материала (Пример 1). Меньший радиус имеет тенденцию проникать в материал и препятствовать формованию (Пример 2).
Станции AUTO INDEX обеспечивают вращение инструмента на 360 ° для изготовления круглых рифтов сегментным инструментом.